技术过硬、品质严控、经济降本
常见胶水的施工方法:
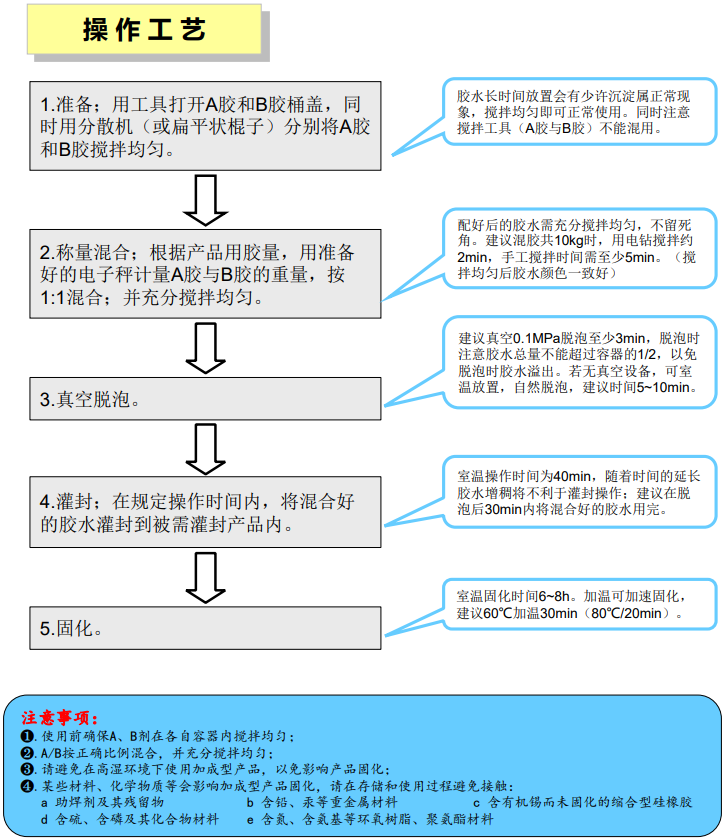
一、有机硅灌封胶
二、聚氨酯灌封胶
1,取料:本品 A 料含功能填充粉料,胶液上层会有清液 ,在使用之前,需要将原包装胶液搅拌均匀,再取料使用。取料完成之后,及时将原包装密封好,以防与水分过量接触。胶料暴露空气时间长之后,可能导致 AB 料混合后鼓泡现象。有条件下,可以将 A 料原包装置于 25℃℃的恒温环境中。
2,操作事项:B 料暴露在大气中会吸水而发生水解现象,现象是变浑浊直至结块,A 料也需要避潮存放以免固化中生成过多的气泡。固化过程的环境需控制湿度尽量低,相对湿度不宜超过 60%。
3,预热:被浇注器件请于 70~80℃℃烘 1~2 小时.也可降低温度,延长加热时间,以除去器件湿气。在低温下,A组分粘度会变高,可预热材料至25℃~45℃℃,便于使用。
4,脱泡:对于 A\B 料桶分别抽真空,同时搅拌,以保证 A\B 胶液在混合前都是真空无气泡。
5,浇注:将混合料通过静态混合器浇入器件中,凝胶时间大概在 3hrs 之内。
6,固化:25℃C下完全固化需要 4d。环境湿度应控制在<70%,温度低应酌情延长固化时间。
三、丙烯酸结构胶
1,施胶前准备:
a) 如果胶水冷藏,应该充分恢复到室温;
b) 工件表面必须用无残留的溶剂进行清洗,确保基材表面清洁、干燥;
c) 胶水混合嘴选用至少为16节;
d) 施工环境温度控制在18-27℃;
e) 施胶气压建议在0.3-0.4Mpa;
f) 点胶针头:20-22G为佳。
2,点胶方式:
1)手动点胶:可选用10:1的手动胶枪;
2)自动点胶:可选用X-Y-table点胶机。
3,点胶过程:
1)手动点胶:准备好一把10:1手动胶枪,后端对准推杆装配好胶水,前端装配好混合管后开始点胶,每支胶水为混合均匀,需挤出2-3g胶水,直到混合均匀后开始点胶至待粘结的产品面。
2)自动点胶:准备好一台X-Y-table机台,装配好后,调整好气压压力后开始点胶,前端需挤出2-3g胶水,直到混合均匀后开始点胶至待粘结的产品面。
3)压合:无论手动还是自动点胶,点胶完成后,务必在90S(室温25℃情况下)内开始开始压合,压合机台需要保持平稳,以确保压力均匀,防止假粘现象,影响最终粘合强度。
压合时间和压合温度关系推荐如下:
|
热压(铝件厚度0.5mm为参考) |
冷压 |
|
70℃±5℃/80s |
10℃/6min-10min |
|
65℃±5℃/90s |
25℃/5min-6min |
|
55℃±5℃/120s |
|
|
50℃±5℃/150s |
|
以上温度都是以铝件表面实际温度为准。其他厚度,可根据客户实际使用情况,自行调试为准。
4)溢胶:在未开始固化的前,可以用IPA(异丙醇)擦除。
5)固化:无论冷压还是热压结束后,可达到初期强度。需要稳定的测试强度,要等到24小时后进行。
4、点胶注意事项:
1)混合是否均匀判断方式:A组份为乳白色,B组份为蓝色;充分混合后为绿色。当胶水出现均匀性绿色时,可判断为混合均匀。
2)点胶过程中,因胶水固化速度快,故需要定时排胶,以免造成混合管堵胶。建议4-6s排一次胶,多次排胶请多观察针头,避免针头挂胶,导致点胶过程断胶的风险出现。
3)未使用完的胶水,必须放回冰箱。第二次使用前,先清理干净上次混合的胶水,防止A/B组份交叉污染。
4)建议每次使用时,对产品批号、点胶时间、出胶状态、停留时间、压合温度与时间等进行记录,以方便查询,保障固化质量。
备注:以上数据为常温(25摄氏度)状态下的建议参数。
四、UV三防胶
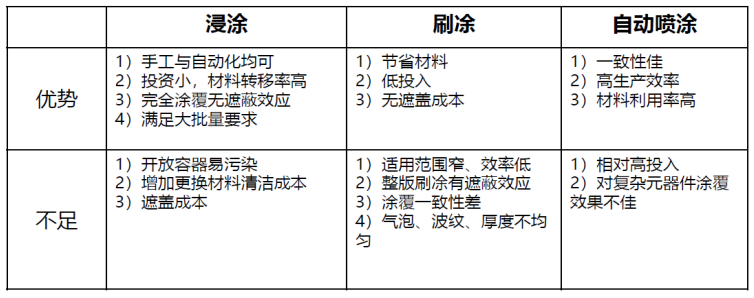
三种涂胶方式对比
任何疑问,欢迎咨询技术热线:400-800-9451,我们工程师乐意倾听您对胶粘剂的选用和使用中遇到的任何问题。